










Newest design MDP NEW Model pouch packing machine
◪ It allows the operator to see the entire filling process from the front of the machine during the running. Meantime, it is easy to clean and simply open the front clear transparent doors of the machine and access all bag filling areas.
◪ It takes a few minutes to do the Clean with only one person.
◪ Another feature is all the mechanics are located the back of the machine and the bag filling assembly is in the front. So, Product will be never touched heavy duty, mechanics as they are separated. The most important is the safety protection for the operator.
◪ The machine is full protector which is kept the operator being out of the moving component during the machine running.



| Model | Bag Width | Bag Length | |
| MDP-S | 120mm ~ 260 mm | 120mm ~ 300 mm | |
Electronic: | Mitsubishi PLC | Pneumatic: | Pneumatics component Airtac from Taiwan; |
| Omron PID Temperature Controller; | |||
| Delta 10 inches from Taiwan; | Piab Vacuum Generator From Sweden; | ||
* Panasonic Servo Motor Drive And Screw Shaft track to do the transverse Moving;
1.Safety Protection

IP66 Application;
Easy Operation, No Key inserted;

check and monitor a safety system;
either allow the machine to start or execute commands to stop the machine;

More friendly like Pad operation;
Easy View;
Hand Wheel to adjust pouch magazine for different bag width;
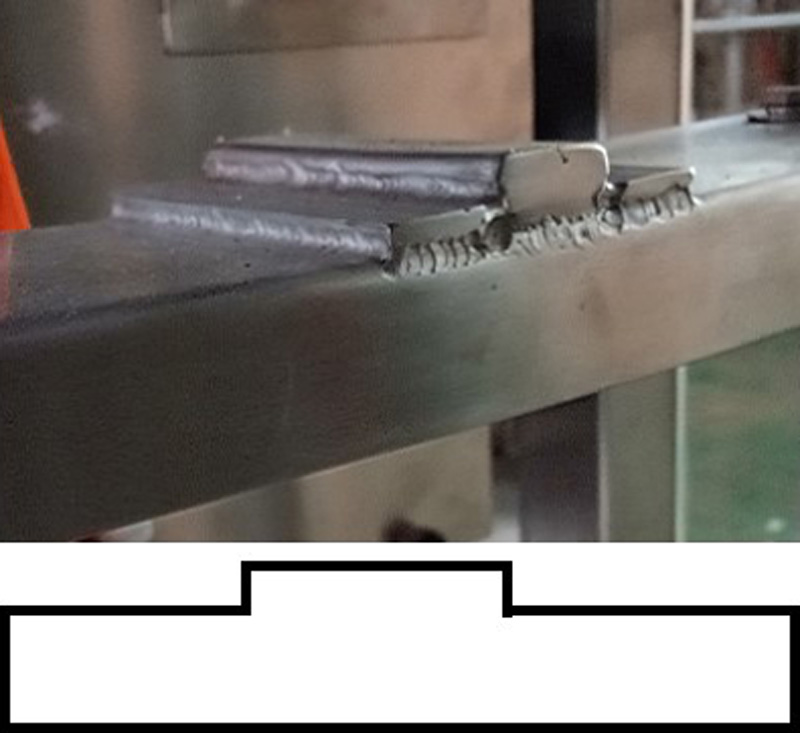
2.Safety Infeed hopper
* Part A is Fixed.
* Part B is inserted up and down into the bag to guide to discharge product.

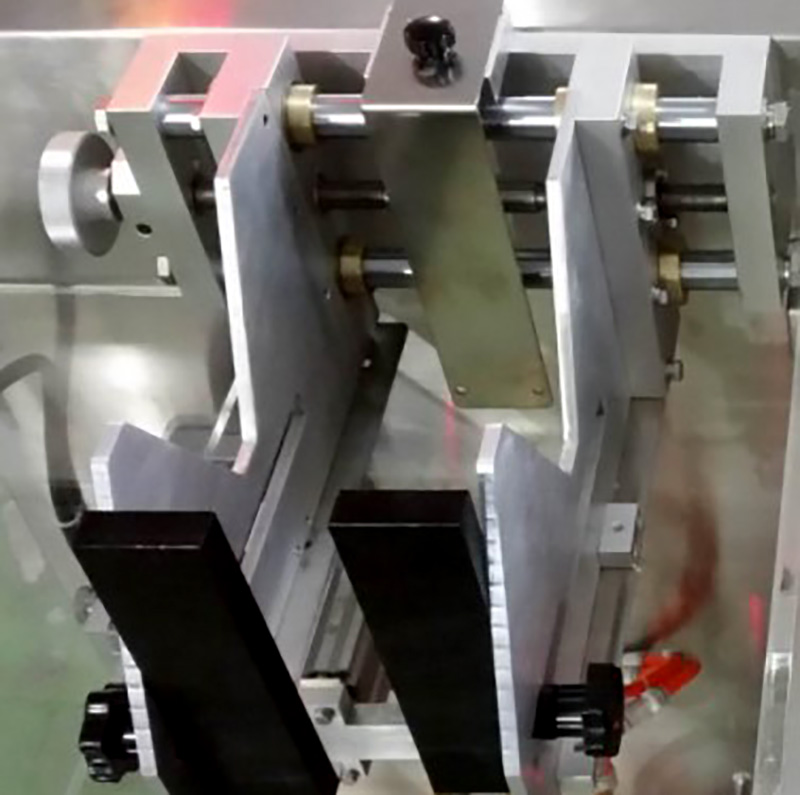
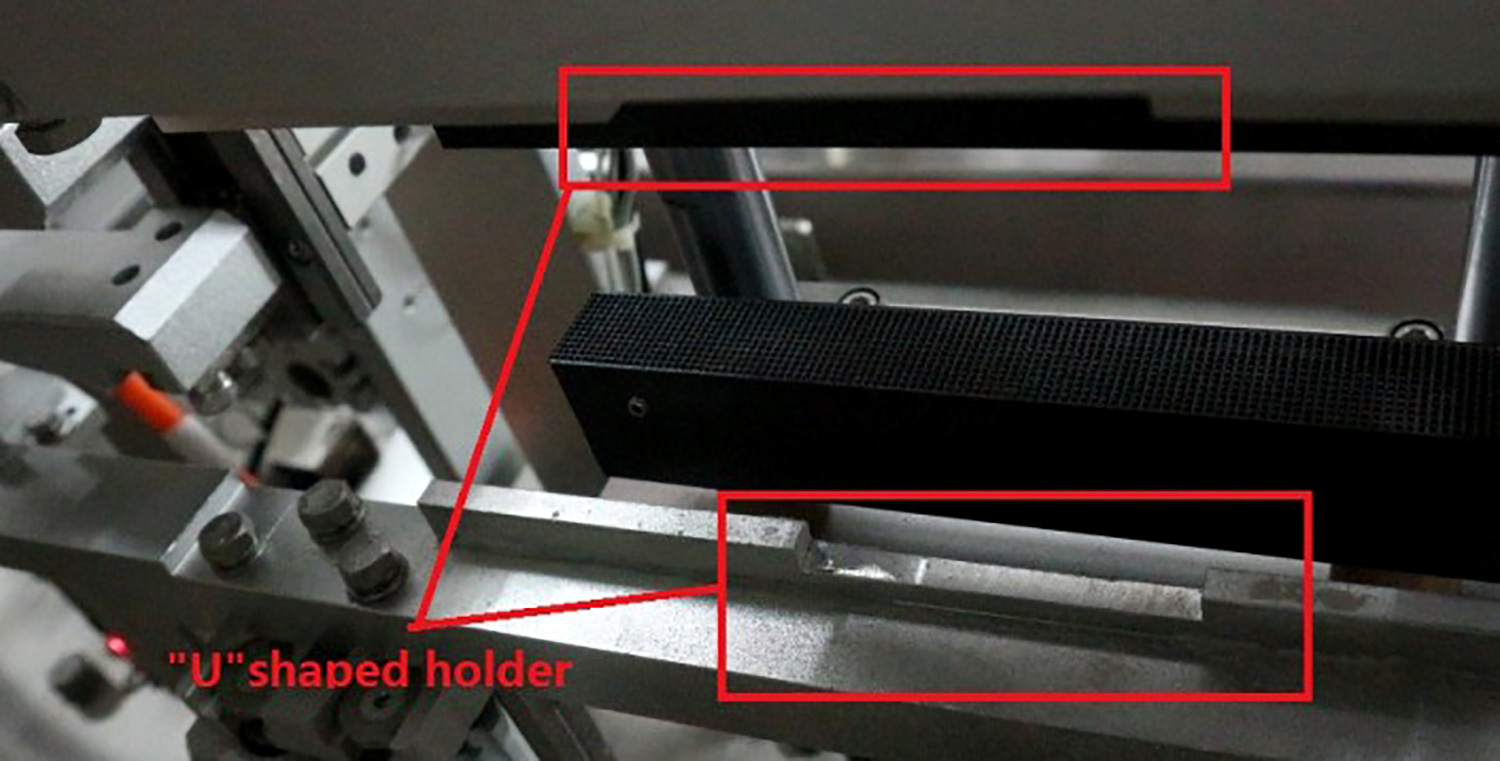
3.Transverse Moved Bars on Servo Mini
Please check the photo about the transverse Moving bars which would be moved the filled bag to the sealing station. It would be dipped the U shaped to catch the straight up filled pouch to be moved. This bar is helpful for different application like powder, Liquid.
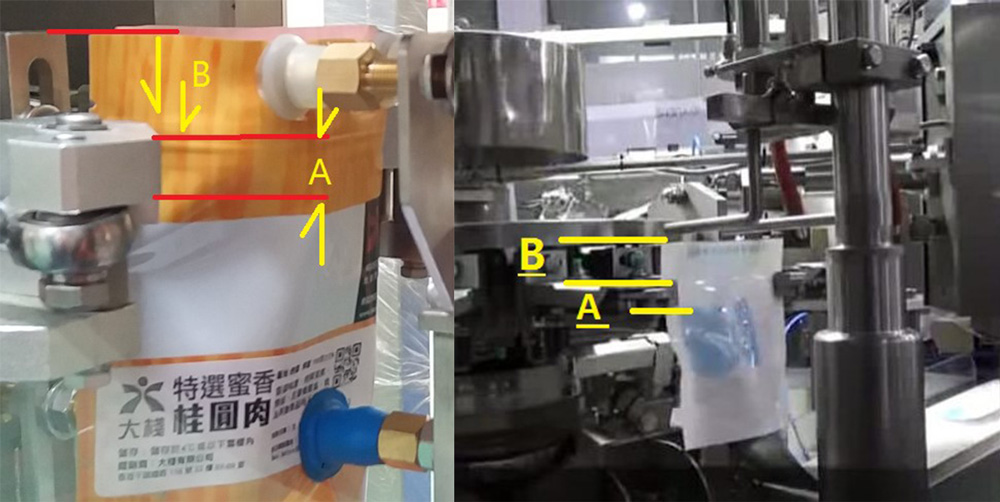
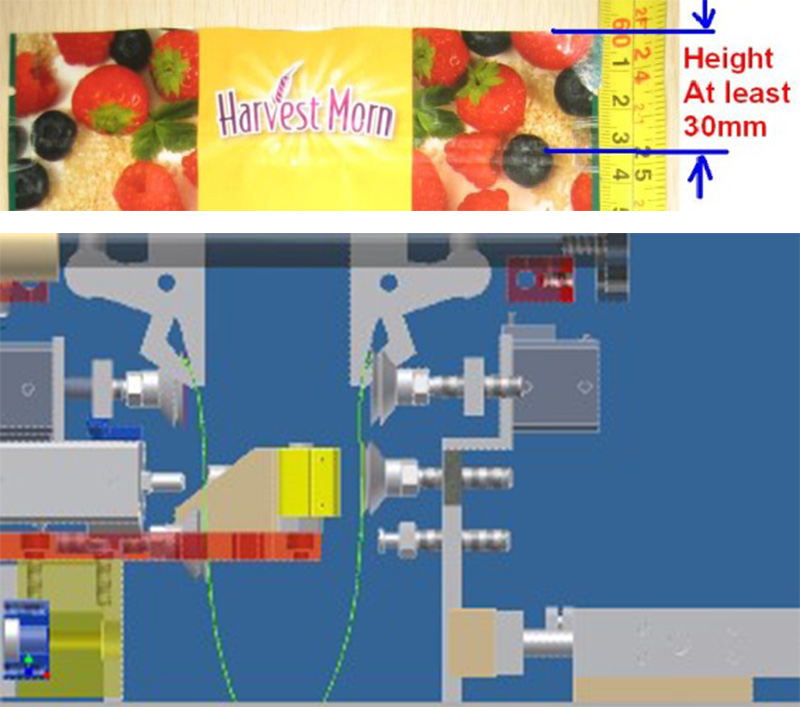
4.Important Feature Grippers’ working Position
Servo Mini’s Grippers
* The Servo Mini Machine is catch the area which is above the zipper. It would be filled more up to zipper area. Its filling area is about 10 + 25mm=35mm. Like the picture.
Especial for the powder application, when the filled bag is straight up after filling, it is easy to push out the powder to build the dusty.
The dusty would be polluted the pouch sealed area. The sealing quality would be leakage or broken.
So The product would be filled more by Servo Mini machine than normal pouch machine because Grippers’ holding position.
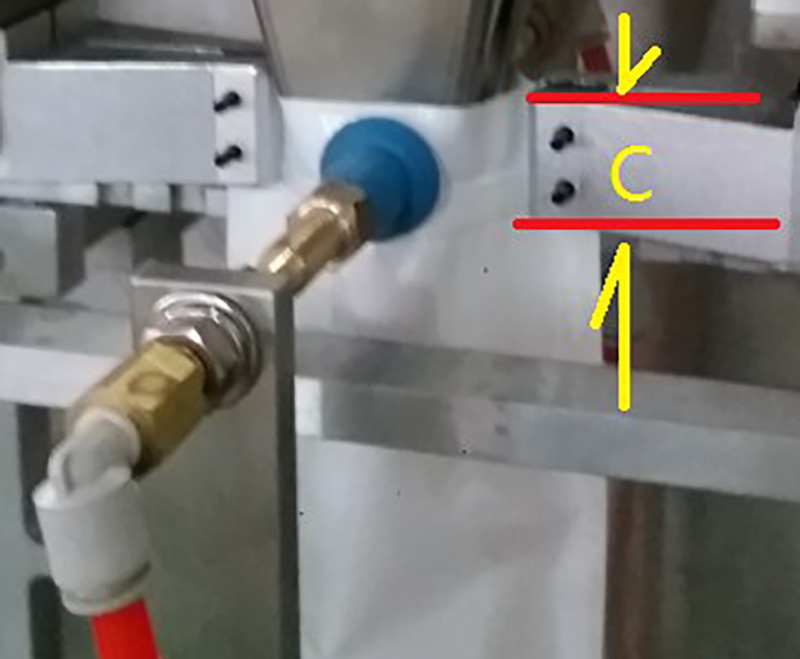
Current Pouch Machine’s Grippers
* The normal pouch machine is held the position as the photo.
A is Height of the gripper. Its minimum Height is 10mm.
B is Height of the zipper opener and sealing area. Its Minimum height is 25mm;
When the bag is filled, the product level should be at least 25mm lower than the gripper position B. Or else, when the bag is straight up by the grippers, the product would be squeezed out. So It means there is about 10 + 25 + 25=60mm could not be filled for the pouch;
* Discharge Output Height 900mm;
* Emergency Stop with Frequency invertor Speed control

Convexity Product Settle
* It would be moved up and down to flap Pouch Bottom to settle and tight the product.
It is better than the flat plate.
* The product settle should be worked during the filling. Most of
the filling is center on middle of the pouch.
So, the product would be built the ‘little mountain’.
It is better to have the convexity product as the pictures show.
When it is flapped the filled pouch bottom by up and down movement, the product would be spread around inside of the pouch.
* It works for Closed Zipper Pouch; Minimum Bag Width 100mm;

Contact
Supplier








Agriculture Machinery & Equipment
Apparel & Textile Machinery
Building Material Machinery
Chemical Machinery & Equipment
Energy & Mineral Equipment
Engineering & Construction Machinery
Food & Beverage Machinery
Home Product Making Machinery
Industry Laser Equipment
Machine Tool Equipment
Metal & Metallurgy Machinery
Other Machinery & Industry Equipment
Paper Production Machinery
Plastic & Rubber Machinery
Printing Machine
Refrigeration & Heat Exchange Equipment
Woodworking Machinery
Environmental Machinery
Machinery Accessories
Material Handling Equipment
Welding Equipment
Cleaning Equipments
Commercial Machinery
Air-Compressors & Parts