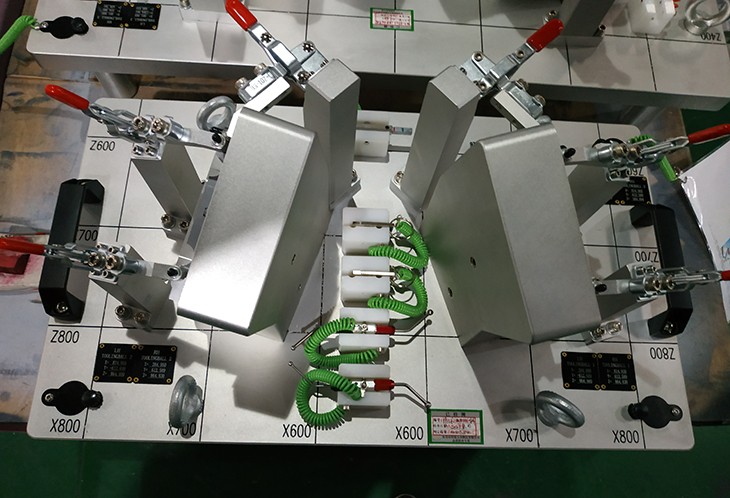
Sheet Metal Single Product Checking Fixture
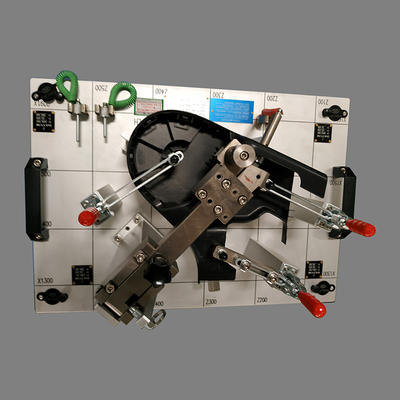
TTM19126 checking fixture has high measurement accuracy, no fear of deformation, low maintenance cost and good convenience. Key product characteristic inspection, characteristic line inspection, function hole inspection, area detection which is prone to deformation in assembly process, for automobile assembly and production function matching inspection. In the production process of automotive parts, on-line inspection of automotive parts is realized, which ensures the rapid judgment of the quality status of automotive parts in production, ensures the safety and processing speed of automotive assembly, and improves the quality of automotive parts.
operation sequence
1.Visual inspection to check part sharp edges ,cracks and burrs.
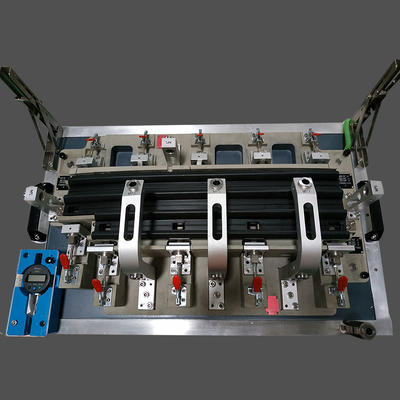
2. Use the X2/Z1 pass stop gauge to detect the corresponding aperture size.
3. Open the clamp and place the product on the body with the X2/Z1 reference hole.
4. Adjust the product so that it is in good contact with zero stickers.
5. Close the quick clips X1, Y1, Y2X3 in sequence to complete product positioning.
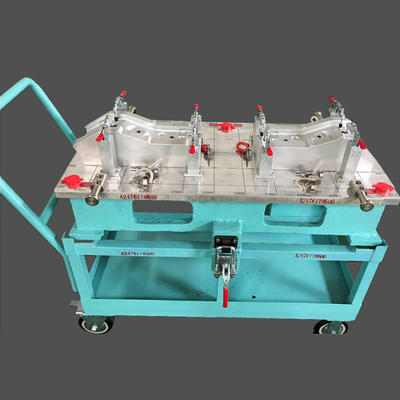
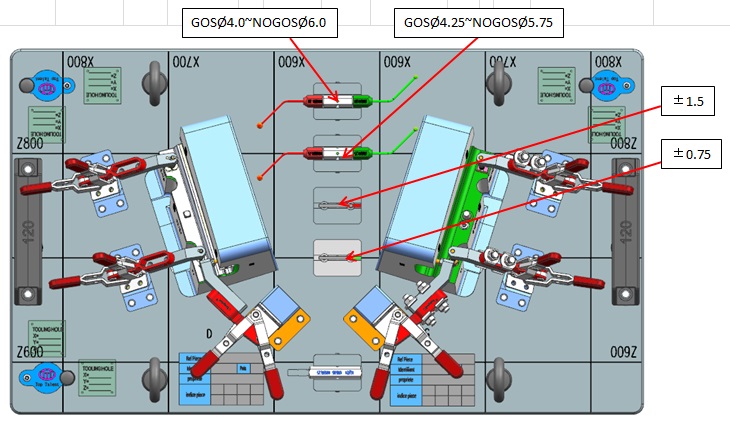
6.using the feeler 1(GOSØ4.25/NOGOSØ5.75) andto check the profile 1.5mm.
7.using the feeler3(GOSØ4.0/NOGOSØ6.0) andto check the profile.
8.Use a ±0.75 ±1.5 flush gauge to detect the trimmed side of the product.
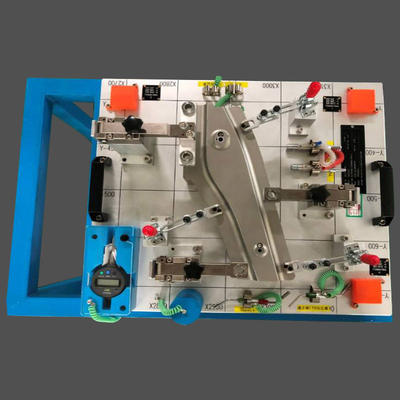
9.Recording results on the inspection sheet.
10.Unclamping and removing part.
Product size:139*34*27mm
Contact
Supplier